|
注塑機(jī)的螺桿其實(shí)跟擠出機(jī)一樣重要,這些參數(shù)直接影響到注塑制品質(zhì)量。來(lái)學(xué)習(xí)下:
◆螺桿的有效長(zhǎng)度跟直徑的比值叫長(zhǎng)徑比(L/D)
☆L/D大,塑料從進(jìn)料口到射嘴需要較長(zhǎng)的距離;
☆經(jīng)過(guò)這段距離的時(shí)間叫塑料的滯留時(shí)間;
☆螺桿的外形結(jié)構(gòu)表示為螺桿三段的螺紋圈數(shù):
12-6-6(20/1 L/D)螺桿= 長(zhǎng)徑比20:1
螺紋圈數(shù)喂料段:12圈;壓縮段:6圈;計(jì)量段:6圈。
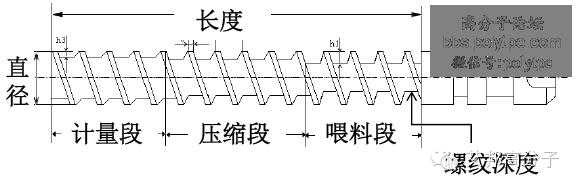
螺桿通常分三段:
喂料段—傳送塑料
壓縮段—熔化塑料
計(jì)量段—混合塑料
各段的螺紋槽深度不同:
喂料段的螺紋槽深度比計(jì)量段深,它們的比值叫壓縮比。
例如,3:1壓縮比的螺桿,喂料段的螺紋槽深度是計(jì)量段的三倍。
螺桿的壓縮比和長(zhǎng)徑比
低-1.5~2.5:1(剪切敏感塑料,如PVC)
中-2.5~3.0:1(一般用途塑料,如PS)
高-3.0~5.0:1(結(jié)晶型塑料,如PA)
◆長(zhǎng)徑比(L/D)的選擇:
☆L/D小,塑料的熔化效果差;塑料的滯留時(shí)間短;
☆L/D大,傳遞扭矩大,能量消耗增加;塑料的滯留時(shí)間長(zhǎng);
☆壓縮比大,剪切作用強(qiáng),塑化能力弱;
☆結(jié)晶型塑料需要長(zhǎng)的喂料段,無(wú)定型塑料需要長(zhǎng)的壓縮段
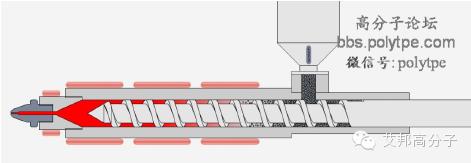
螺桿的作用
☆塑化后退---料筒前段的塑料壓力起作用;
◆螺桿的特殊結(jié)構(gòu)和運(yùn)動(dòng)方式能達(dá)到以下目的:
☆輸送塑料到料筒前段;
☆產(chǎn)生摩擦和剪切熱量,快速熔化塑料;
☆注射前進(jìn)---液壓缸內(nèi)的油壓起作用;
☆混合塑料,提供均勻的熔體溫度和顏色分布;
☆塑化轉(zhuǎn)動(dòng)---馬達(dá)(液壓或電動(dòng))起作用;
☆完成注射和保壓過(guò)程。
|





